
药企GMP管道(卫生级不锈钢)施工方案
- 2021-03-05 11:22:00
- sunmiao 原创
- 7317
GMP是一套适用于制药、食品等行业的强制性标准,GMP要求制药、食品等生产企业应具备良好的生产设备,合理的生产过程,完善的质量管理和严格的检测系统,确保最终产品质量(包括食品安全卫生)符合法规要求。
洁净管道是构成医药生产工艺的重要组成部分,是医药生产过程中各种介质进行传输的重要媒介。制药行业的管道系统主要用于工艺用水、气、无菌洁净物料的输送,可粗略地分为原料药管道和制剂管道两种性质管道,医药制剂领域相对于原料药领域,所要输送的介质相对比较常见,主要集中在物料管道、软化水、纯化水、注射用水、纯蒸汽、工艺压缩空气系统管道等。GMP认证及药品生产工艺上都对这部分有着极为严格的要求,都要求为其提供无污染、耐腐蚀、内壁光洁等良好的介质输送环境。这就要施工方必须为其提供符合制药行业特殊要求的合格产品。

1、施工程序
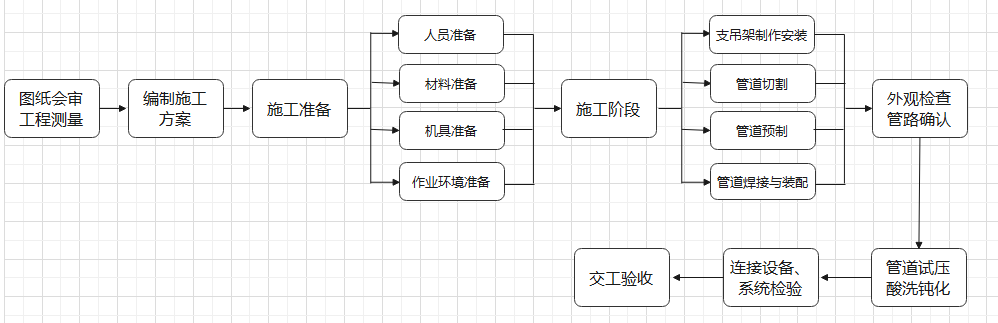
2.1施工准备
2.1.1人员准备方面
要预先对具有资质的施工人员进行施工培训,明确工程情况、施工技术要求和相关施工规范,特别是卫生级配管方面的清洁和GMP的相关要求和规定,完成技术交底,双方确认签字后保存交底记录。
2.1.2材料准备方面
对于洁净管道的材质,GMP对此有着严格的要求,管道内的药品与管道材料不能发生任何化学反应。目前能很好满足此要求,应用广泛的是奥氏体不锈钢,常见的品种有316L(00Crl7Nil4Mo2)、316(0Crl7Ni12Mo2)、 304L(00CrI9Nil1)、304(0Crl9Ni9)。但此类不锈钢在某些介质情况下使用,会产生晶间腐蚀和点蚀等类型的腐蚀,特别是在含氯离子中尤会产生腐蚀,因此通常选用超低碳或低碳的316L或304L,316L由于钼成分增加,使其更具抗腐蚀性,因这种材质是最适合制药洁净管道的一种材质,也是FDA极力推荐使用的管材。
在选购管道时,要注意外径与壁厚要满足设计中要求卫生级不锈钢管执行的标准。卫生配管材料进入现场需有材料质量台格证书,并应提供妥善的保管场所。在保管中,应分品种、材质、规格分门保管。管子、阀门、管件、特殊部件置于木制货架上,若置于地面上,地面应铺设无尘的橡胶板或纸板。同时,材料保管范围内,不得带入碳钢材料,并应保持清洁。
2.1.3机具准备方面
施工机械、工具在使用前需进行检查,并彻底清洗,面不得有油污和其他脏物。同时,待用材料非到用时不得拆封和去除标识。特别注意的是,焊接气和保护气的纯度满足最小纯度为99.999%以上,如果气源达不到要求,要进行二次过滤。
2.1.4作业环境准备方面
施工场地应彻底清扫干净,并铺设无尘的橡胶板或纸板。在作业期间每日应清理废旧料并用吸尘机或湿净拖畚清洁1 ~ 2次;在进行卫生级配管作业时不得进行非不锈钢作业,同时严禁将碳钢材料和附有油脂类的工具带入现场。进入现场,必须穿戴清洁工作服、胶鞋和软质帽子。
2.2领料
1) 所有钢管在安装前应逐根进行外观检查,复核其外径、壁厚,并核对标记所示的材质是否符合施工图的要求;
2) 对有重皮、裂纹的钢管不得使用;
3) 所有管件应逐件进行外观检查,复核其尺寸、材质,结果应符合相应技术条件及施工图的要求;
4) 对法兰密封面及密封垫片进行外观检查,不得有影响密封性能的缺陷存在,不锈钢法兰用非金属垫片时垫片材料的氯离子含量不得超过50ppm。
2.3管道、管件清洗
管道清洗分为:安装前管道清洗;安装后与设备连接前清洗。
1) 用不锈钢钢丝捆上蘸有丙酮或酒精的白纱布反复擦拭管内壁,直到满足下表规定的检查方法和准则。
管道、管件及系统清洁度检验准则及检验方法
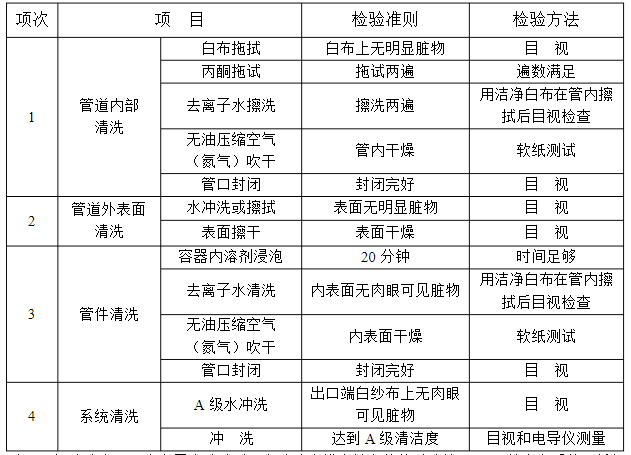
注:A级清度:用去高子水冲洗时,在清洗水排出端安装能过滤掉50um以上杂质的不锈钢滤网,冲洗5~10分钟,目视滤网上或纱布上无异物。
1) 管件应放到盛有溶剂的密团容器中漫袍20min,取出进行干燥,直到无气味为止。
2) 清洗完毕后的管子、管件用无油压缩空气或氮气吹干,并将两端口封堵,以防音子、管件再度污染。
2.4下料、切割
管道切割过程中,卫生管切割需用专用的不锈钢轮式切割机或使用专用的轨道切割机进行,切割机在使用前必须彻底清洗表面油腻和灰尘,割刀专用;严格根据图纸的指示,切割下料尺寸;切割时管内填塞无毛白布,白布上栓白线绳,线绳必须露出管外10cm以上,防止切屑进入管内,切割后取出白布切割后管口毛刺用锉刀去除,锉刀专用;切割面用洁净无毛白布蘸酒精擦拭;切割面应平整,并与管中心线垂直,适合自动氩弧焊机进行型坡口和无间隙焊接的需要。
2.5管道预制、组装及焊缝检验
2.5.1管道预制
管道预制过程中,为保持预制件的洁净度,管段预制应在预制洁净室内进行;严格依照设计指示的分段进行预制段的组装,封闭段的制作,待各预制管段安装并经测后再进行组装;预制段管端应用塑料帽堵封严密,并用发泡塑料薄膜包装;按照图纸核对预制段编号,编号写于贴在预制段的不干胶纸上,再用透明胶带固定。
2.5.2管道焊接
洁净管道安装过程中,常用的有手工氩弧焊和全位置焊两种。这两种焊接在使用上应根据洁净管道使用的重要性、焊接成形、工程经济性等方面考虑来选择。一般对注射水、纯蒸汽以及与药品及其生产组成成分等物料直接接触或与药品包装材料直接接触的重要洁净管道都必须采用自动氩弧焊(即全位置焊)进行焊接,因其具有焊接稳定性好以及更好的焊缝成形美观光洁等特点。对药用原水、排水管道等可采用手工氩弧焊。采用手工氩弧焊时,应采用快速冷却,低电流,以防焊接接头过热,焊后快速冷却。
卫生级管道采用直流电源的正极性焊接是最理想的,同时氩弧焊的焊接电压一般控制在10~20V;在焊接过程中,要通过试焊来调整焊机参数,在试焊的焊样满足要求的前提下进行征式焊接;一组焊接结束后,仍要做焊样,施工结束的焊样要和施工开始时的焊样保持同等焊接效果,则可以认为本次焊接满足要求。否则,要对本次的所有焊口进行检查确认,直至满足效果为止。每焊完一个焊口,应用细不锈钢丝刷(φ0.25mm不锈钢丝,刷丝整体高度15mm )趁热时清除表面痕迹。焊口焊接完成,经相关人员检验合格,需在焊口处刻蚀或贴标签;标签编码。焊接用的钨棒规格应与焊头、管子外径相匹配,钨棒起弧端与管外壁间距离应在0.75mm~ 1.75mm范围内。焊前应用氩气彻底吹除,调整到焊接通氩气量后,在施焊过程中要始终保持氩气流通。管段焊接完成后,立即加盖密封管帽。

2.5.3焊缝检验
a. 外观检查
焊缝应在焊完后立即去除渣皮、飞溅物,将焊缝表面清理干净,然后进行焊缝外观检查,管子与管子(含弯头)的对接焊缝余高小于3mm。
b. 无损检验
处于补水泵出口端的管道焊缠进行50%的射线探伤,按照AME-II ND 验收合格。其余管道焊缝全部表面着色检查,不得有裂纹、气孔、弧坑和夹渣等缺陷,并不得保留有熔渣与飞溅物。
2.5.4焊缝返修
a. 当发现产品焊缝有不允许的缺陷时,应分析其产生的原因,提出改进措施,然后进行补焊。
b. 当焊缝同一部位返修两次时,应制定返修措施并经焊接责任工程师审批后方可进行返修。
c. 返修部位及范围由质检人员确定,采取机械或修磨方法把缺陷清除干净,必要时可采用表面检验确认。
2. 6支吊架制作、安装
2.6.1支架制作
按照支架详图进行制作、组装。
2.6.2支吊架防腐
采用环氧防锈漆进行防腐:两道底漆,一道面漆。颜色符合业主要求。
2.6.3支吊架安装
a. 管道安装时,应及时进行支吊架的固定和调整工作,支吊架位置应正确,偏差不大于±75mm,安装应平整牢固,与管子接触应良好。
b. 无热位移的管道,其吊杆应垂直安装,有热位移的管道,吊杆应在位移方向,在位移值的1/2外倾斜安装。两根热位移方向相反或位移值不等的管道除设计有规定外不得使用同一吊杆。
c. 支吊架的焊接应由合格焊工施焊,并不得有漏焊、欠焊或焊接裂纹等缺陷。管道与支架焊接时,管子不得有咬边、烧穿等现象。
d. 管道安装完毕后,应按设计要求逐个核对支吊架的形式和位置。
2. 7管道及附件安装
2.7.1管道安装
a. 管道坡度应符合设计图纸要求;
b. 管道的坡度可用支座下的金属垫板来调整,吊架用吊杆螺栓来调整,垫板应与预埋件或钢结构进行焊接。
c. 阀门、法兰及其它连接件的设置和焊接位置应便于检修和在役检查。
d. 法兰连接应与管道同心,并应保证螺栓自由穿入。法兰螺栓孔应跨中安装。法兰间应保持平行,其倾斜度不大于0.5mm。不得用强紧螺栓的方法消除偏斜。
e. 法兰连接应使用同一规格螺栓,安装方向应一致。螺栓紧固后应与法兰紧贴,不得有楔缝。其螺栓孔中心偏差不大于孔径的5%,并保证法兰螺栓自由穿入,螺栓和螺母应涂二硫化钼。需加垫圈时,每个螺栓不应超过一个。紧固后的螺栓与螺母宜齐平。
f. 管子对口时应检查平直度,在距接口中心200mm处测量,允许偏差1mm/m,但全长最大允许偏差不超过10mm。
g. 管子对口后应垫置牢固,避免焊接过程中产生变形,管道连接时,不得用强力对口、加热管子、加扁垫片或多层垫等方法来消除接口端面的间隙、偏差、错口或不同心等缺陷。
h. 管道焊缝位置应符合下列要求:
I.直管段两环缝间距不得小于100mm (DN<150); 或不小于200mm (DN≥150);
II.环焊缝距支 吊架净距不小于50mm;
II.在管道焊缝上不得开孔。管道上所开孔的边缘离焊缝不得小于100mm。
i. 管道上仪表接点的开孔和焊接宜在管道安装之前进行。
j. 管道安装工作如有中断,则间断期间应封闭敞开的管口。
k. 不锈钢管道安装时,不得用碳钢工具直接敲击。
l. 不锈钢管道及碳钢支吊架之间应垫入δ=3mm的石棉橡胶垫,厚度>0.5mm,以防止不锈钢管与碳钢直接接触。
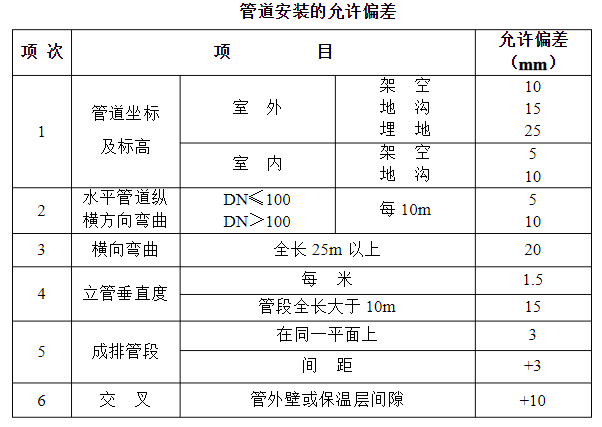
2.7.2管道安装的允许偏差符合下表的规定:
2.7.3阀门安装
a. 阀门必须试验合格后方可安装。
b. 阀门安装前应仔细阅读产品说明书,了解安装技术要求及安装注意事项。
c. 阀门安装前应校对阀门型号,并根据介质流向确定其安装方向。
d. 阀门的安装应便于操作检查和维修,水平管道上的阀门,其阀杆一般应安装在上半圆范围内。
2.8系统压力试验
2.8.1系统压力试验先决条件
a. 管道系统已安装完毕;
b. 管道系统热处理及无损检验已全部合格;
c. 管道系统支吊架已安装并与管道固定完毕;
d. 不允许参与试验的设备、部件已隔离完毕;
e. 参与试验的设备、仪表已校验合格;
2.8.2水压试验
a. 回路系统安装完成后,将打压泵和回路连接进行水压试验,水压试验压力1. 5MPa,水压试验用水为去离子水。
b. 水压试验充水时,高点应充分排气,试验时应缓慢升压至1. 5MPa,稳压10分钟,确认无泄漏后降至1. 0MPa,保压30分钟,进行全面检查,焊缝表面不许有冒汗、渗漏现象,阀门和泵与管道的密封处不得有泄漏现象。
c. 水压试验过程中,如有泄漏等,不得带压操作,应缓慢卸压后修理,并重新试压。
d. 水压试验完成并卸压后,点动离心泵检查泵的转向是否正确。
2.9脱脂、酸洗、钝化
为保证洁净管道系统内表面的洁净程度,使所输送的洁净介质不与管道内表面的金属离子发生化学反应,不污染介质,以保证产品质量,必须对管道内表面进行脱脂、酸洗、钝化处理,具体流程如下图所示。

准备工作过程中,首先应整理设计图纸、施工记录,画出管道竣工图,包括各使用点的位置、阀门的布置、管径及长度等;再根据洁净管道的管径和长度计算出管道的总容积V1 ,配备一个容积V2=1.5 V1的配液槽和一个容积V3=2V2的酸碱中和罐(用来中和管道脱脂、酸洗、钝化所排出的污水) ;最后根据配液槽的容积、装料系数及所配酸碱液的浓度计算并准备好足够使用量的酸碱;确保管路与配液槽、循环水泵构成循环系统。
纯化水预冲洗时,先循环冲洗15 ~ 30min ,然后-边排水一-边加入纯化水,直至排出的水清洁,无可见异物,循环系统中最好能装流量计。
脱脂时,往配液槽中加入NaOH,配成3%的NaOH溶液,循环2h后,通过中和罐中和处理后排放。然后立刻进行水冲洗,循环10min后,边进水边排水,待出水为中性时停止。
酸洗时,往配液槽中加入48% HNO3和99%HF,配成20%的HNO3溶液和3%的HF溶液,循环1.5h后,通过中和罐中和后排放。然后立刻进行水冲洗,循环10min后,边进水边排水,待出水为中性时停止。
钝化时,往配液槽中加入48%HNO3,配成20%的HNO3溶液,循环2h后,通过中和罐中和后排放。然后立刻进行水冲洗,循环10 min后,边进水边排水,待出水的电阻率与进水一致时,再循环冲洗15min。最后将管路全部排空,关闭各阀门]将系统恢复到正常状态。
酸洗钝化结束后,进行效果检验,将配制好的赤血盐硝酸溶液涂在内表面上,观察色情况,5~ 10s变色为不合格, 10~ 20s变色为合格,如20s以上才变色表明酸洗钝化效果优良。
2.10管道与设备连接
管道与设备连接前,管道系统必须经、业主检验合格后,方可允许拆封设备接口进行连接。
2.11.1法兰连接
a. 管道与动设备连接前,应在自由状态下检查法兰的平行度和同轴度,允许偏差应符合下表的规定。
法兰平行度和同轴度允许偏差:

a. 管道系统与动设备最终连接时,应在联轴节上架设百分表监视设备的位移。
b. 管道经试压、吹扫合格后,应对该管道与设备的接口进行复位检验,其偏差值应符合上表的规定。
2.11.2焊接连接
a. 连接设备的管道,其固定焊口应远离设备。
b. 在无法满足a项时,可采用预留自由管段的方法最终连接。
c. 当管子口径较大,且焊接变形量较大时,可预先做试验得到变形的具体数值,以调节管道对口间隙。
2.12清理现场
a. 施工现场应做到材料堆放整齐、分类堆放,并不应堆放在人员经常出入的过道,不得妨碍其他相关专业人员的施工;
b. 尽可能不在现场堆放超过3天施工所需的材料及管配件;
c. 每天工作结束,应将工机具收拾妥当;废料应及时收集到指定地点,
d. 施工结束,及时对施工过程中产生临时支架的措施予以拆除,对成品进行保护。
5.施工设备及机具计划
5.1施工设备
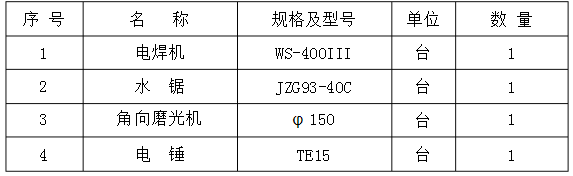
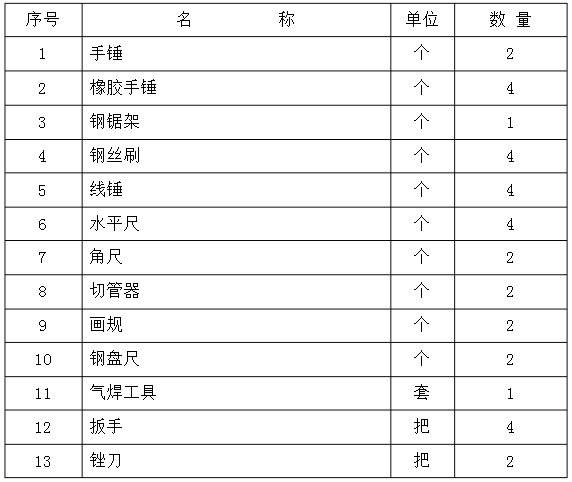
5.2施工机具
6.施工进度安排
按照施工组织设计要求进行进度控制。
7.施工劳动力计划
略
8.质量标准
8.1外观检测
8.1.1管道安装尺寸允许偏差
详见4.3.8.2
8.1.2焊缝检查
根据技术要求对焊缝进行外观及无损检测。
8.1.3管道清洁度检查
a. 检查管道系统组件(管子、管件等)清洁度;
b. 检查管道预制、安装工序中的清洁度控制:对口时、焊接前等;
c. 检查管道预制组件管口封闭情况;
d. 检查已安装完成管道系统敞口封闭情祝及管道系统表面清洁度;
e. 检查并确认管道系统清洁度。
8.1.4支吊架检查
a. 支吊架的制作应符合施工图纸的尺寸要求;
b. 支吊架的安装位置应符合施工图纸的要求,偏差不大于土75mm;
c. 支吊架的管部和根部应接触良好;
d. 不锈钢管道应设有不锈钢保护皮。
8.2检验记录
——阀门试验记录
——管道系 统压力试验记录
——管道系统吹扫及清洗记录
9.安全技术措施
9.1一般规则
所有从事施工安



| 联系人: | 张小姐 |
|---|---|
| 电话: | 0731-84010225 |
| 传真: | 0731-84011784 |
| Email: | hnsonz@sina.cn |
| 网址: | http://www.sonz.cn |
| 地址: | 长沙县泉塘街道新长海广场写字楼A座2501室 |

扫码关注“星泽机电”微信公众号
搜索微信公众号“星泽机电”
或微信号“sonz168”也可关注
